スウェーデンのハンドプリント工房「ユンバリ」工場見学|北欧テキスタイルができるまで
スウェーデン・ボロース(Borås)近郊にある、歴史あるハンドプリント工房 「ユンバリ」 を工場見学させていただきました。じつはスベンスクテン(Svenskt Tenn)やアルテック(Artek)の生地も、ここでプリントされています。北欧でも数少ない貴重なプリンターで、創業はなんと1830年。工場の敷地は2万平米以上という規模です。
色づくりは、熟練職人の手仕事
まずは色の調合から。原色のもとが入った樽から、それぞれの管の色を少しずつ出して混ぜ合わせていきます。狙った色がきちんと出るまで、平均2〜3回は作り直すそう。この調合ができる職人さんは、工場でも5〜6人しかいないといいます。

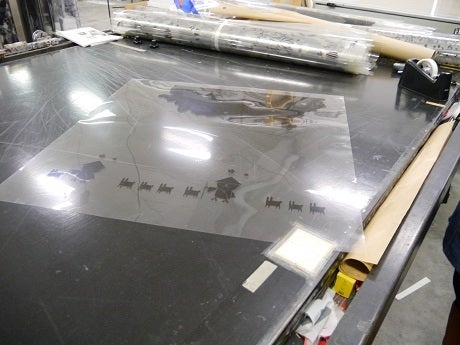
ハンドプリント — 65mのテーブルで2人1組
2階に上がると、そこがハンドプリントの工房でした。なんとテーブルの長さは65メートル。台の上は温められていて、色をのせた後すぐ乾くようになっています。
プリントは1リピート(1柄)ずつ飛ばしながら刷り、1色につき2往復します。柄が重なる部分がにじまないよう、わざと飛ばし飛ばしに印刷していくのです。1色塗り終えるごとにスクリーン(版)を交換し、使った版はすぐ専用機で洗浄。こうして手間をかけても、1日に刷れるのは180mがやっと。ハンドプリントが高価なのも納得です。

スクリーンプリント/ロータリープリントとの違い
ハンドプリントの次はスクリーン(フラット)プリント。工程はかなり楽になりますが、こだわりの発色を出したい場合は手刷りにかないません。リピートが大きい柄はこちらでしか刷れず、最低ロットはハンドプリントの65mに対して100mです。
そして今いちばん一般的なのがロータリープリント。最も安価ですが、最低ロットは300m〜と大きく、発色はハンドプリント・スクリーンプリントには及びません。それでも1時間に約300m、1台で年間100万メートルを刷るスピード。驚いたのは、ロータリーの版の在庫が8000本以上あること。誰もが知る有名な柄もたくさん眠っていました。

いちばん大事なのは「水」
プリントに欠かせないのが、きれいな水。工場のそばにはとても澄んだ川が流れていて、この川の水を染料に使っているそうです。川は建物の一部の下を流れていて、そこから水を汲み上げています(川が氾濫すると床上浸水になって大変だとか…)。

ハンドプリントの価値を、現場で実感
1日180mしか刷れない手仕事、5〜6人しかいない調合職人、染料に使うほどの清らかな水——。北欧ファブリックの美しい発色は、こうした工程と人の手から生まれていました。なぜハンドプリントが高価で、それだけの価値があるのか。現場で見て、心から納得した工場見学でした。
 instagram
instagram
 Twitter
Twitter
 facebook
facebook
 LINE
LINE
カテゴリ : 産地・ものづくり